007 切削:簡単そうで難しい穴加工
1. 穴加工の難しい形状とは?
切削加工で穴加工に関するトラブルが意外と多いです。
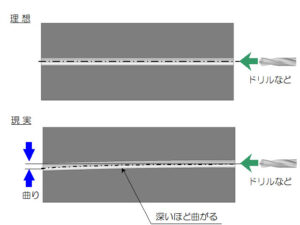
前回は深穴の曲りや、壁際ギリギリの穴による盛り上りについてご紹介しました。
今回は一見するとできそうな穴加工だけど、加工上困難な事例をご紹介します。
これらの事例を念頭に置いていただくだけで、製造現場からすると大きくトラブルが減る事と思います。
2. フランジ面の裏ザグリ
ザグリ穴を開けると、キャップボルトの頭を埋めて外観をすっきりとさせることができますね。
ただし、どんなところでもザグリ穴を開けられるかというと、必ずしもそうではありません。
工具のアプローチ方向と逆側から開けられているザグリ穴は、裏ザグリと呼ばれます。
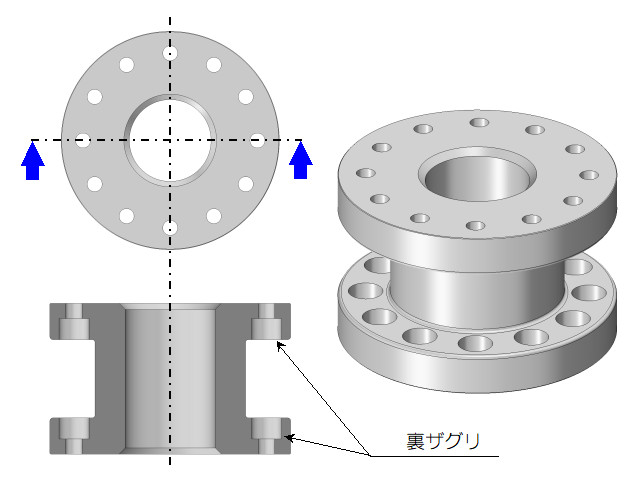
例えば上図のような配管部品のフランジ面に開けられた裏ザグリをイメージしてみましょう。
このような形状は実現可能でしょうか?
基本的には実現困難です。
なぜかというと、ザグリ加工をしようとすると、手前にあるフランジが邪魔をしてしまうからです。
このように、アプローチしようとする形状の手前に遮蔽物となる形状があることをアンダーカットなどとも言います。
基本的に切削加工ではアンダーカット部の加工は困難となります。
形彫放電でザグリ形状を形成したり、主軸を90°傾けて回転させるアングルヘッドを利用する、裏ザグリ専用工具を使用するなどの対処をすれば実現できる可能性はあります。
あるいは、部品を分割して溶接するなどの手段でも実現できるかもしれません。
いずれにしろ特殊な工具や別工程が必要となりますので、イレギュラーな形状となります。
裏ザグリはよほどのことが無い限りは避けた方が無難と言えるでしょう。
3. 深すぎて開けられない穴
例えば筒形状の底面に開けられた穴など、開口部分から深すぎる位置にある穴の加工は実現困難なケースが多いです。
特に止まり穴など、反対側からアプローチできない場合は注意が必要ですね。
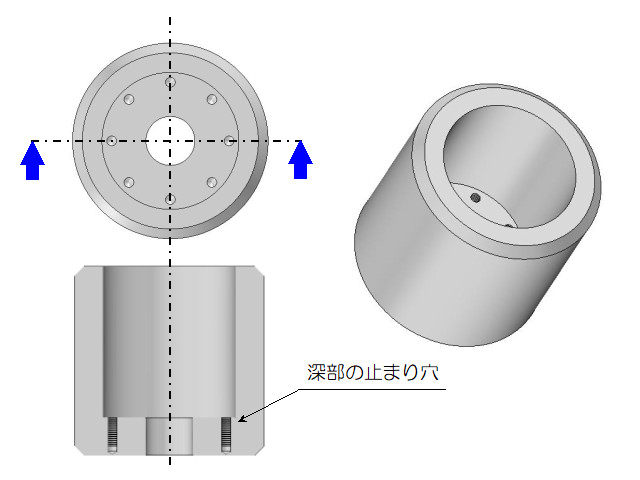
上の図のように、穴の開く面までが深く、かつ止まり穴で開口部からしかアプローチできない場合は、必要な突出し量が長くなりすぎて加工困難なケースが多くなります。
特にネジ穴や公差穴が指定されているとなおさらです。
反対側から開けて貫通して良ければ、簡単に解決できます。
あるいは底の部品を別体で製作し、溶接やボルト締結で接合するなどの方法も考えられます。
深部の止まり穴はイレギュラーな形状となりやすいので、設計の際は気を付けるようにしましょう。
4. アンダーカット部の止まり穴
フランジ部分に空いた止まり穴は、その方向によっては実現困難となりますので注意が必要です。
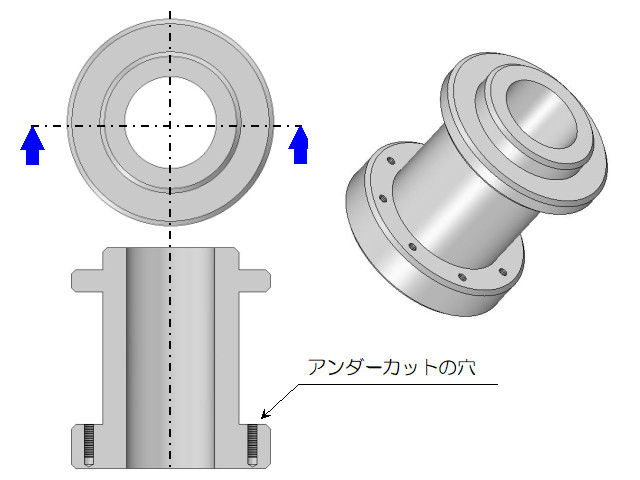
典型的なのは上図のような例です。
前述の裏ザグリと同じような状況で、穴加工をする際に、手前のフランジが邪魔となります。
こうなると、一般的な切削用機械では加工が困難です。
簡単そうに見えて、実は加工の難しい部品となってしまいますね。
貫通がOKであれば加工難易度は一気に下がります。
まずは貫通しても良いかどうか、本当にアンダーカット部の穴が必要なのか、設計の目的と照らし合わせて吟味してみてください。
穴加工は特にトラブルが起きやすい加工です。
一見簡単そうに見えても、実際の製造現場では大騒ぎになるケースもあります。
予め製造工程をイメージしながら、無理な設計を避けるようにしましょう。
気軽に製造現場にご相談いただくのが最も近道かもしれません。
ブログ村のランキングに参加しています。
宜しければ下記のボタンをクリックし投票していただけると嬉しいです。