003 切削:隅アールとL/D
1. 切削加工に付き物の隅アール
フライス盤などによる切削加工は、精密機械加工の花形ですね。
ブロック状の材料(ワークとも呼ばれます)を機械に固定し、エンドミルと呼ばれる刃物を回転させ削ります。
±0.02mmなどの寸法精度が要求されるような精密部品は、主にこの切削加工が施されます。
ただし、回転工具を使うが故に、様々な制約を受けるのも事実です。
この制約を予め知っているのと、そうでないのとでは図面の質が大きく変わってきます。
今回は、切削加工の特徴のうち、隅アールとL/D(エルバイディー)について解説します。
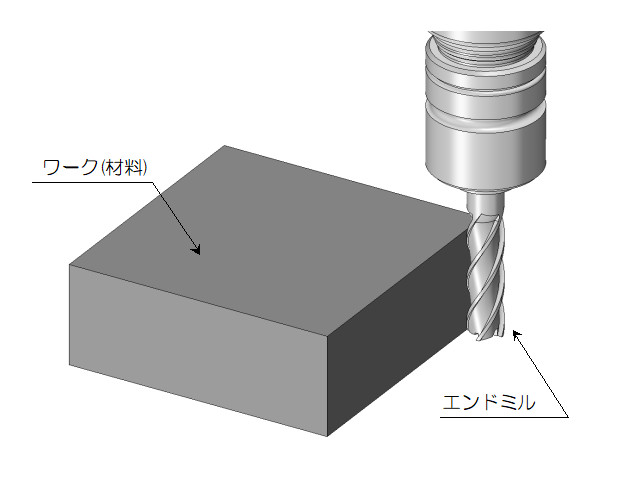
切削加工では、回転するエンドミルをNCプログラムによる自動運転や職人のハンドル操作で動かし、材料にぶつかった部分が削り取られるという仕組みです。
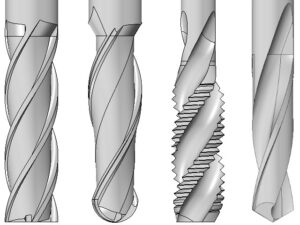
エンドミルには一般的なスクエアエンドミル(上図のような底がフラットな刃物)や、先端が半球状のボールエンドミル、従切削に向いたラフィングエンドミルなど様々な種類とサイズがあります。
いずれも工具が回転して材料を削りますので、この方法特有の制約が生じます。
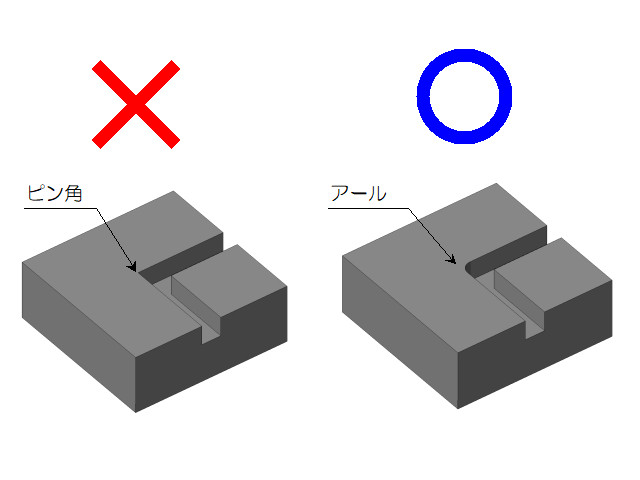
例えば、上図のようにエンドミルをL字型に動かして溝を掘ったとしましょう。
そうすると、当然その折れ曲がり部分は、左側のようなピン角にはなりません。
現実には、最低でもエンドミルの半径分だけ外側にアール形状が残るわけです。
回転工具を利用するが故に、このようなアール形状が形成されるのが切削加工の特徴であり、設計上も大きな制約となります。
2. ポケット形状と隅アール
切削加工は、航空機部品やレース部品など、軽量化が必要な部品にも多用されますね。
精密でかつできる限り軽くするために、不要な部分はできる限り肉抜きするのが一般的です。
このような形状をポケット形状、ポケット形状の加工をポケット加工とも呼びます。
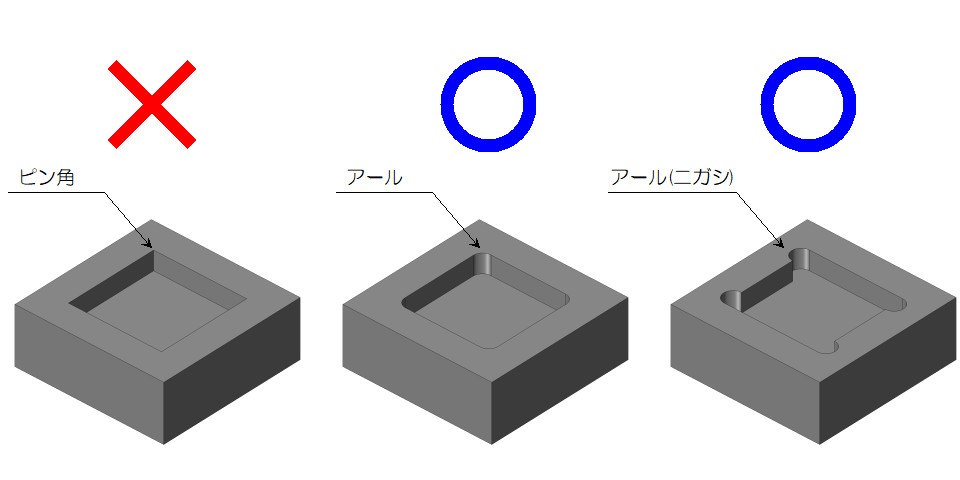
ポケット形状の4隅は、上図左側のようなピン角にはなりません。
やはり、中央のように4隅にアール形状がつきます。
どうしてもピン角が必要な場合は、形彫放電加工などで可能な限りピン角を狙う事もできますが、加工コストは増大し、工期もその分増えます。
形彫放電加工は、加工に必要な電極そのものを設計し、製作するところからスタートするためです。
無理やりピン角を設計するのはあまり合理的とは言えませんね。
そんなときのアイディアが、ニガシと呼ばれる形状です。
ポケットに相手方の凸形状が精度よく嵌る場合などに用いられます。
4隅を内側のアールではなく、外側に半径分だけ食い込ませたアールとします。
このようにすることで、切削加工でポケット形状を精度よく仕上げることができ、相手方との嵌めあいは残ったストレート部分を使う事になります。
3. 切欠き形状の隅アール
ポケット形状とともに切削加工で多用されるのが、切欠き形状です。
切欠き形状は、ポケット形状のように上面以外壁で囲まれた形状ではなく、2面ないし3面解放された形状です。
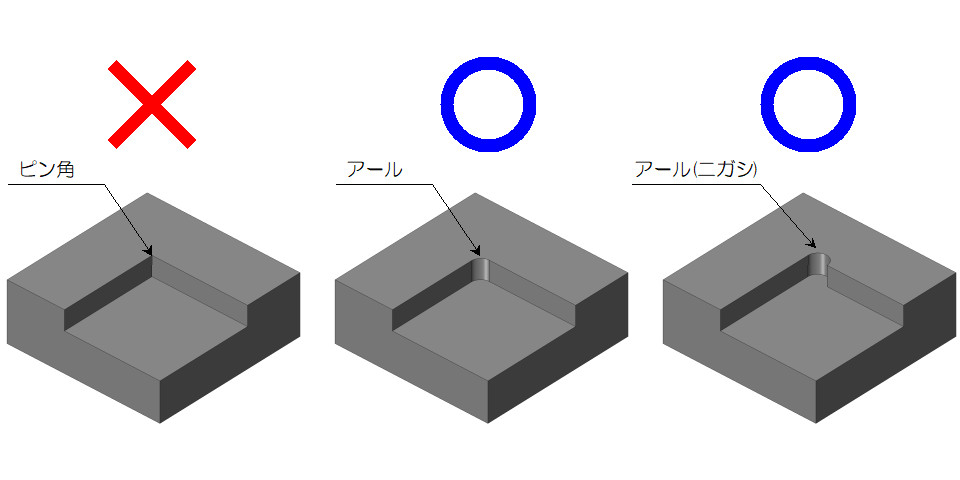
上図は典型的な3面壁部分を持つ切欠き形状の例です。
ポケット形状と同様に、左側のようなピン角は切削加工では実現できません。
やはり中央部のような内側のアールか、右側のようなニガシ形状となります。
実は切欠き形状は、解放されている側面からエンドミルをアプローチして、上図のような方向にもアール形状をつけるような加工も可能です。
あまり一般的ではありませんが、こういった加工もできると知っていれば設計の自由度も上がるのではないでしょうか。
4. L/Dって何だろう?
切削加工にはアール形状がつきものだという事はご理解いただけたと思います。
このアールはどれくらいが一般的なのでしょうか?
設計者からすれば、半径の小さなエンドミルを使って、アールを極力小さくすれば良いと考えるかもしれませんね。
実は隅アールの大きさと、形状の深さには重要な制約が存在します。
エンドミルは高速で回転しますし、回転したまま材料に衝突します。
その際に、あまりに細長く突き出したエンドミルだと、加工の負荷で先端が暴れてしまいます。
ビビりと呼ばれる粗い切削面が形成されてしまったり、最悪の場合は加工中にエンドミルが折損してしまいます。
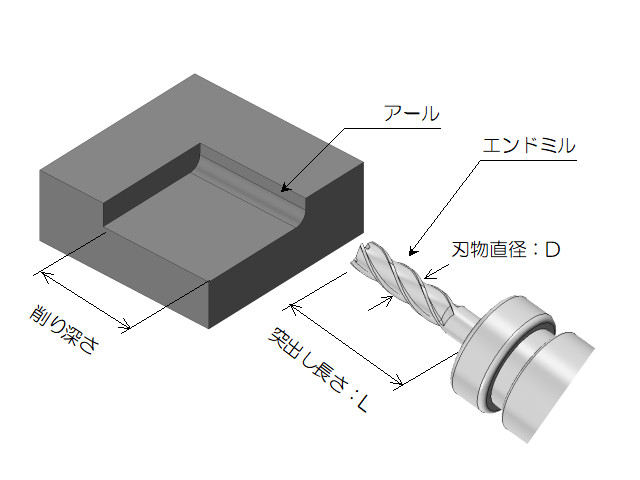
基本的に、刃物の直径(D)と、刃物の突出し長さ(L)には下式のような制約がつくわけです。
L / D ≦ 5
つまり、刃物の突出し長さは、エンドミル直径の5倍までという事になります。
削り深さ≒突出し長さですし、エンドミルの直径は隅アールの2倍です。
設計者目線で見れば、削り深さは隅アールの10倍まで、という制約があるとご理解ください。
ただし、材質や形状、加工条件などで必ずしもこの通りではないので、あくまでも目安となります。
ギリギリの設計で困ったときなどは、製造現場に気軽にご相談ください。
ブログ村のランキングに参加しています。
宜しければ下記のボタンをクリックし投票していただけると嬉しいです。