001 溶接:溶接ビードの処理
1. 溶接ビードとは?
今回は、設計者さんがなかなかイメージしにくい溶接ビードの処理についてご紹介します。
肉盛り溶接を行うと表面にかまぼこのような凹凸ができます。
一般的にこのような部分を溶接ビードと呼びます。
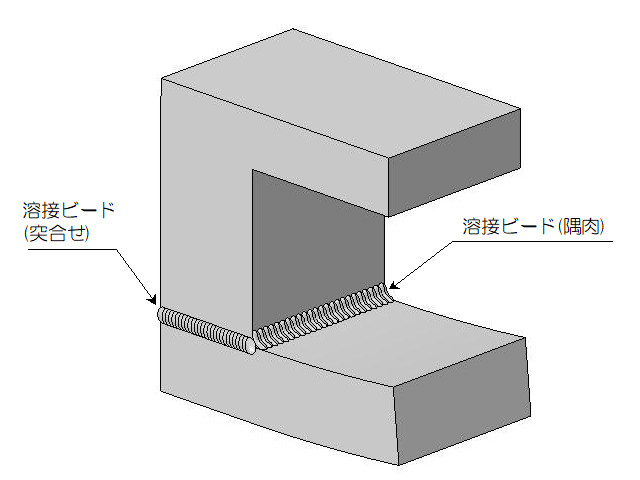
例えば、上の図のように隅肉溶接には円弧状の溶接ビードが形成されますし、突合せ溶接でも肉盛りをすると線状に盛り上がった溶接ビードが形成されます。
また、溶接ビードの周囲は、溶接焼けによる変色が生じます。
肉盛り溶接は、溶加棒を加えながら溶接する手法です。
母材同士の溶け込みに加え、溶加棒分が追加されますのでより接合部の強度が向上しますね。
溶加棒を加えずに接合面を舐めるように溶接する手法は舐め付けなどとも言います。
隅肉溶接のせり出した部分の距離は脚長と呼ばれ、溶接指示に盛り込まれる数値となります。
当然脚長が長い方が接合部の強度は向上しますが、溶加棒をより多く加えるなどの工数が増え、溶接による歪みが大きくなります。
2. 溶接ビードの処理方法
溶接する素材や、その部品の用途などによって、溶接ビードの後処理は様々です。
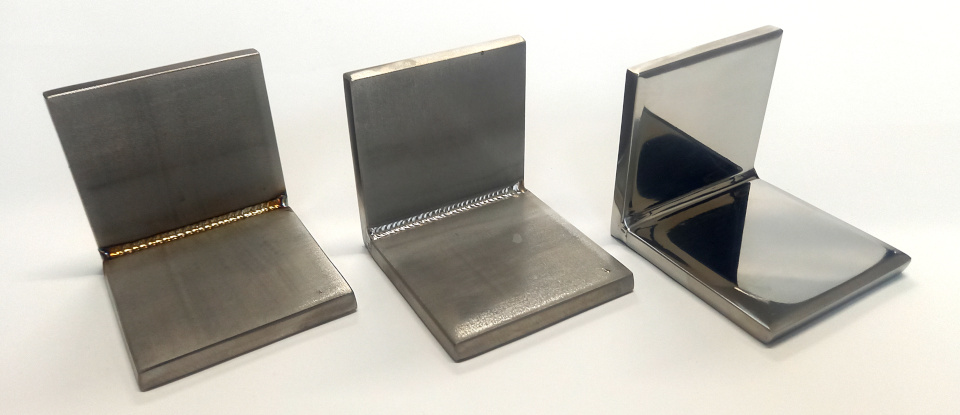
(1) 溶接ビードも焼けもそのまま (上図左)
(2) 溶接ビードはそのままで焼け取りのみを行う (上図中央)
(3) 溶接ビードを平滑に仕上げる(ビードカット、 上図右)
一般的に、アルミや鉄素材の場合は(1)が利用されるケースが多いです。
アルミの場合は溶け込みが少ないため、ビードカットを行うと接合部の強度が極端に低下する可能性があります。
鉄の場合は基本的に塗装やメッキ処理を行いますので、主にコストダウンのため溶接ビードはそのままとする場合が多いようです。
特に躯体などフレーム形状の製缶品はこのような処理も多く見られます。
ステンレス製でコストダウンを図る場合などは、(2)の焼け取りのみを行うケースが多いです。
特に強度が必要な部品はこのような処理で済ませます。
焼け取りは、主に酸洗いと呼ばれる酸性の溶剤を塗布して焼けを除去する方法や、バフ研磨で除去する場合もあります。
溶接ビードの凹凸はそのままで、焼けによる変色のみが除去されます。
精密機械部品で溶接部分を精度よく仕上げる場合や、外観部品で溶接ビードを除去したい場合、食品や医療分野など用途的に表面の凹凸が許容されない場合は、溶接ビードを平滑にする処理が施されます。
この処理は一般的にビードカットと呼ばれます。
通常ビードカットはグラインダ等で盛り上がり部分を平滑に削るだけですが、ステンレス製の場合などは更にバフ研磨等で滑らかに磨かれます。
この場合は#400相当の仕上がりとすることが多いです。
溶接の処理については、図面で指示される事が少ないのが実情です。
溶接記号で詳しく指示いただかなくても、注記等で簡単な指示があるだけで製造側としては非常にありがたい情報となりますので、是非出図前にご確認下さい!
ブログ村のランキングに参加しています。
宜しければ下記のボタンをクリックし投票していただけると嬉しいです。